
 Casa
>
prodotti
>
Profili di alluminio anodizzati
>
Casa
>
prodotti
>
Profili di alluminio anodizzati
>
|
| Luogo di origine | Guangdong, Cina (continente) |
| Marca | HONG YING |
| Certificazione | ISO9001:2015,ISO14001:2015 |
| Numero di modello | Personalizzi |
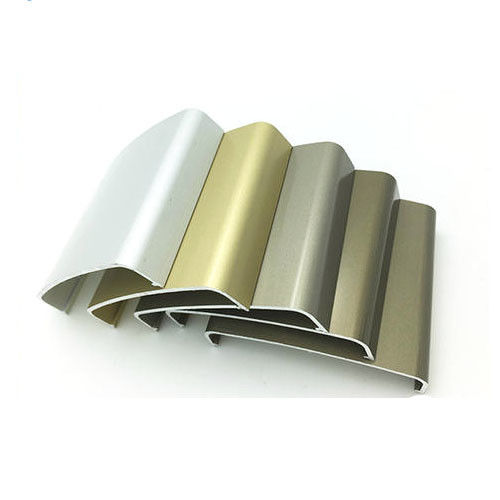
| Descrizione | 6063 T5 T6 hanno anodizzato i profili di alluminio per costruzione |
| Spessore del materiale (t) | t=0.8-2.0 millimetro |
| Materiral | Lega di alluminio 6063 |
| Trattamento di tempera | T4, T5, T6 |
| Colore | Argento, Champagne, bronzeo, grigio, nero, (serie di RAL) ecc. |
| Trattamento di superficie | brillamento di sabbia, elettroforesi, grano anodizzato e di legno, lucidato ed ecc |
| Forma | Ponte della rottura, forma di T, quadrato, giro, piano, ovale e secondo il disegno del cliente. |
| Lunghezza | Length=6m normale o nell'ordine del cliente |
| Uso | Costruzione, linea di produzione, decorazione, industriale, trasporto, porta e finestra, ecc. |
| Pacchetto |
1. Schiuma del cotone della perla per ogni profilo; 2. Involucro con esterno del film di strizzacervelli; 3. Imballato secondo la richiesta del cliente. |
| Vantaggi/caratteristiche |
Fornendo ai prodotti variopinti vario meccanico prestazioni per adattare tutti i tipi di stili architettonici |
Come tutti sanno, anche se la superficie dei prodotti di alluminio non è trattata, uno strato sottile del film di ossido naturale sarà formato. Questo strato del film di ossido è sottile e morbido e la sua resistenza della corrosione è povera. Non può efficacemente proteggere i prodotti di alluminio nell'ambiente corrosivo. Per perseguire migliore, prodotti più durevoli e più bei, è necessario da fare il trattamento di superficie per i prodotti di alluminio. Fra loro, l'ossidazione anodica e l'ossidazione sono ampiamente usate.
Il principio di trattamento dell'ossidazione anodica del profilo di alluminio è di usare il profilo di alluminio disposto in elettrolito come anodo per formare il film dell'ossidazione sulla sua superficie tramite elettrolisi. Con l'aumento di tempo di reazione, i cambiamenti di colore da buio accendersi, che può produrre vari colori.
Il colore del film di ossido è ricco, che può essere lusso scuro o pubblicità a basso contrasto. La nostra società può scegliere i tipi di coloritura su misura secondo i requisiti dei clienti ed i tipi di coloritura d'anodizzazione comunemente usati sono fiocco di neve bianco e ossidato d'argento bianco e liscio d'argento, bronzeo, di titanio, sabbiante la lucidatura (profilo della lega di alluminio 6463a) ecc.
1. Leggero ed ad alta resistenza
Il materiale della lega di alluminio è la sezione composita della parete sottile, di facile impiego, meno peso e la sezione ha un'più alta resistenza alla flessione, le porte e Windows facendo uso di alluminio ha piccola deformazione, durevole.
2. Buona prestazione ermetica
La proprietà isolante è l'indice importante della prestazione della porta e la finestra, confrontato alla finestra di legno comune del door& e finestra d'acciaio del door&, la prestazione migliore di alluminio di door&windowhas di tenuta dell'aria, impermeabilità ed isolamento acustico.
resistenza della corrosione 3.Strong, di facile impiego e manutenzione
Le porte di alluminio & Windows non arrugginiscono, non si sbiadiscono e la superficie non deve essere dipinta ed i costi di mantenimento sono bassi.
4: Rigidità, forte ad alta resistenza e buon e durevole
5. Valore alto
L'ingegneria in costruzione della decorazione, particolarmente per i grattacieli e l'ingegneria di prima scelta della decorazione, se dal funzionamento di effetto e del condizionamento d'aria dell'ornamento e dalla manutenzione annuale integrasse l'equilibrio, il valore di uso delle porte e delle finestre di alluminio è migliori di altri generi.
6. Non sbiadito, facile mantenere
Le porte e Windows di alluminio non devono essere dipinti e la superficie non deve essere riparata.
7. Leggero e flessibile aperti e vicini, silenzioso
8. Aspetto attraente, vari colori disponibili
La tecnologia del trattamento di superficie del profilo di alluminio può soddisfare la gente differente con differenti bisogni estetici.
Elaborazione:
①La superficie di contatto della bretella sarà pulito lucidato prima che il profilo sia caricato ed il materiale sarà caricato secondo il numero standard. La formula di calcolo è come segue: il numero dei pezzi d'alimentazione = singola area standard di profilo del × corrente e standard di densità di corrente
②Il principio per considerazione del numero dei rami sugli scaffali:
A. Il grado di utilizzazione di capacità di macchina del silicio non è più di 95%;
B. La densità di corrente è 1.0-1.2a/dm;
C. La lacuna necessaria fra il profilato ed i due profili è riservata;
③Calcolo di tempo di ossidazione: tempo di ossidazione (t) = spessore di film K · la densità di corrente K è costante di elettrolisi, prende 0.26-0.32, unità di t è minuscola;
④Deve essere messo sullo scaffale secondo il numero dei pezzi specificati nella tavola di area di profilo ed il numero dei pezzi nella fila superiore;
⑤Per facilitare il drenaggio e lo scarico, il superiore che impacchetta dovrebbe essere inclinato, con un'inclinazione di 5 gradi;
⑥Entrambe l'estremità può essere di 10-20 millimetri oltre la barretta di conduzione ed il massimo non dovrebbe essere di più di 50 millimetri.
3, processo di lucidatura di bassa temperatura
①La concentrazione di agente di lucidatura a bassa temperatura nel carro armato di lucidatura a bassa temperatura dovrebbe essere controllata come 25-30g/L di acido totale e la concentrazione minima dovrebbe essere ≥ 15 g/l;
②La temperatura del bagno di lucidatura non dovrebbe essere più bassa del ℃ 20 ed il tempo di lucidatura dovrebbero essere 90-200s;
③Lo scaffale è inclinato. Dopo il gocciolamento del liquido residuo, è messo rapidamente nel carro armato di acqua pulita per risciacquare. Dopo due volte del lavaggio dell'acqua, è messo rapidamente nel carro armato dell'ossidazione per l'ossidazione. Il tempo di soggiorno nel carro armato non dovrebbe essere più di 3 minuti;
④Il prodotto per lucidare a bassa temperatura non dovrebbe essere trattato in altri modi prima della lucidatura e l'altro liquido del bagno non dovrebbe essere introdotto nel bagno di lucidatura.
4, processo di rimozione dell'olio;
①La reazione è stata effettuata nella soluzione acida alla temperatura ambiente per 2-4 minuti e la concentrazione di H2SO4 era 140-160 g/l;
②Dopo che lo scaffale è inclinato per gocciolare il liquido residuo, mettalo nel carro armato di acqua pulita per 1-2 minuti.
5, glassando processo (della morsura)
①Dopo rimozione dell'olio, pulisca in carro armato di acqua pulita e poi entri nel carro armato della morsura;
②Parametri trattati: concentrazione nh4hf4 30-35 g/l, ℃ di temperatura 35-40, pH 2.8-3.2, tempo della morsura 3-5 minuti;
③Dopo che il completamento di morsura, sarà lavato due volte prima di entrare nel carro armato incisione dell'alcali.
6, processo di lavaggio dell'alcali
①Parametri trattati: NaOH libero 30-45 g/l, alcali totale 50-60 g/l, g/l etchant dell'alcali 5-10, Al3 + 0-15 g/l, ℃ di temperatura 35-45, alcali della sabbia incidenti tempo 30-60 s;
②Lo scaffale è inclinato e dopo il gocciolamento della soluzione, è messo rapidamente nel carro armato di acqua pulita per pulire;
③Controlli la qualità di superficie dopo la pulizia, quando non c'è corrosione, detriti, il fenomeno della superficie di condensazione, voi può entrare nel scappano il processo.
7, tecnologia luminescente
①Parametri trattati: Concentrazione H2SO4 160-220 g/l, g/l appropriati o 50 g/L-100, temperatura ambiente di temperatura, tempo leggero dell'HNO3 2-4 minuti;
②Dopo che lo scaffale è inclinato, il liquido residuo è messo rapidamente nel carro armato di acqua pulita per 1-2 minuti e poi ha messo nel secondo carro armato di acqua pulita per 1-2 minuti;
③Dopo due volte la pulizia, premi il cavo di alluminio sulla struttura obbligatoria per assicurare il buon contatto durante l'ossidazione. Premi i cavi di alluminio ad un'estremità del telaio obbligatorio con i materiali comuni e premi i cavi di alluminio ad entrambe l'estremità del telaio obbligatorio con i materiali di coloritura ed i materiali elettroforetici.
8, processo di ossidazione
①Parametri trattati: La concentrazione H2SO4 160-175 g/l, Al3 + ≤ 20 g/l, la densità di corrente 1-1.5 A/dm, la tensione 12-16 la V, ℃ della temperatura 18-22 del carro armato dell'ossidazione, di potere in tempo può essere ottenuta secondo la formula di calcolo. I requisiti del film di ossido: 3-4 μ bianco d'argento m., μ bianco m., μ m. della sabbia 4-5 di elettroforesi 7-9;
②La struttura dell'anodo dovrebbe essere messa uniformemente nella base conduttiva. Quando il profilo non è in contatto con il piatto del catodo, può essere elettrificato per l'ossidazione;
③Alla conclusione dell'ossidazione, sollevi la barretta dell'anodo a partire dalla superficie liquida, inclinare e gocciolare il liquido residuo e trasferiscala al carro armato di acqua pulita per 2 minuti;
④Per i profili non colorati, possono entrare nel serbatoio di acqua secondario da sigillare.
9, processo di coloritura
①Parametri trattati: SnSO4 5-6G/L; NiSO4 16-18g/L; colorante 9-12g/L; acido libero 17-20g/L; pH = 0.8-1.2; ℃ di temperatura 19-21 del bagno; la tensione di coloritura dovrebbe essere più bassa della tensione dell'ossidazione, quella è 14-16v; solitamente aggiungendo secondo il seguente rapporto: SnSO4: NiSO4 = 1:1; additivo di coloritura: SnSO4 = 1:1
②I prodotti di coloritura possono essere legati soltanto dalla singola fila e dalla doppia linea. La distanza fra i prodotti è uguale a o maggior della larghezza della superficie corrispondente di due prodotti similari. Generalmente, la larghezza di due dita è uguale a o maggior della larghezza di due dita una volta misurata dalle dita. Il grippaggio deve essere stretto e costante e soltanto le nuove linee possono essere usate;
③La temperatura del bagno dell'ossidazione deve essere controllata a ℃ 18-22 per assicurare lo spessore di film uniforme e la struttura fine;
④L'area di coloritura dell'ossidazione di ogni fila dei prodotti colorati dovrebbe essere basicamente la stessa;
⑤Dopo coloritura, sollevi lo scaffale ad inclinazione, paragoni al piatto di colore e poi entrare nel carro armato di acqua pulita per la pulizia dopo avere riempito le circostanze, per provare altrimenti a occuparsi di seguenti circostanze;
A. Se il colore è leggero, entri ancora nel carro armato di coloritura e premi il commutatore di colore del materiale di riempimento per colorare per nessun più di 2 minuti;
Se il colore è profondo, dovrebbe essere messo nel serbatoio di acqua corrispondente del carro armato dell'ossidazione per sbiadirsi, o appenda nell'aria finché non sia ideale;
B. Dopo l'ossidazione, il prodotto può entrare nel carro armato di coloritura solo dopo tre o più volte del lavaggio dell'acqua assicurarsi che il pH di ultimo carro armato di lavaggio dell'acqua sia superiore o uguale a 5;
⑦È vietato per inzuppare a lungo i prodotti colorati nel serbatoio di acqua dopo l'ossidazione. Generalmente, il tempo di macerazione non dovrebbe essere più di 3 minuti;
⑧Dopo che il prodotto entra nel carro armato di coloritura, dovrebbe in primo luogo essere senza elettricità, si inzuppa per circa 1 minuto e poi comincia colorare con l'elettricità. Dopo gli inizio di processo di coloritura, la tensione di coloritura dovrebbe essere sollevata costantemente a 14-18v in circa 30s e poi la tensione dovrebbe essere tenuta identicamente fino a finire la coloritura;
⑨Provi ad evitare colorare i prodotti delle varietà e dei lotti differenti sullo stesso scaffale;
⑩Dopo la coloritura, il dopo trattamento può essere effettuato soltanto dopo il secondo lavaggio dell'acqua. Il pH del lavaggio dell'acqua dovrebbe essere controllato, il primo ≥ 2 di pH ed il secondo ≥ 5. di pH.
10, tecnologia di sigillatura
①Il profilo dell'ossidazione è messo nello stagno di sigillatura per sigillare il film poroso, in modo da migliorare la resistenza della corrosione del film di ossido;
②Parametri trattati: temperatura di sigillatura comune: 10-30 ℃, tempo: 3-10 minuti, ph5.5-6.5, agente di sigillatura: 5-8 g/l, ione del nichel: 0.8-1.3g/l, ione del fluoro: 0.35-0.8g/l;
③Dopo il sigillamento del foro, la struttura piegata è sollevata ed inclinata. Dopo il foro il liquido d'isolamento è gocciolato, la struttura piegata è trasferito al carro armato di acqua pulita per la pulizia per due volte, un minuto ogni volta. Poi il profilo è soffiato asciutto, è rimosso ed è asciugato all'aria per ispezione ed imballare.
![]()
1. Dove intendete usare i profili di alluminio?
2. Se avete il disegno di estrusion, inviici e sviluppiamo la muffa della corrispondenza.
3. Quale colore volete o ci dite lo stile architettonico gradite.
4. Quantità dell'acquisto. Conveniente noi vi darà il migliore prezzo.
Contattici in qualunque momento

