
 Casa
>
prodotti
>
Profilo di alluminio lucidato
>
Casa
>
prodotti
>
Profilo di alluminio lucidato
>
|
| Luogo di origine | Guangdong, Cina (continente) |
| Marca | Guangdong, China (Mainland) |
| Certificazione | ISO9001:2000,ISO14001:2004 |
| Numero di modello | personalizzi |
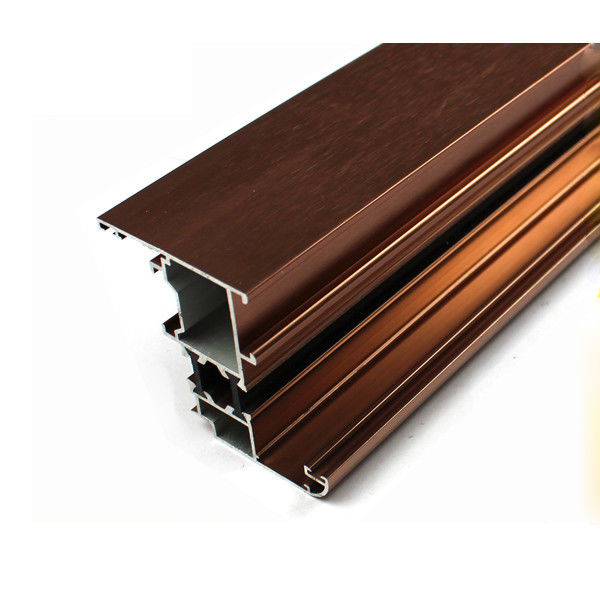
Tubo di alluminio lucidato, parti della finestra di alluminio, strutture della finestra di alluminio
Descrizione di prodotto
| Prodotto | Tubo di alluminio lucidato, parti della finestra di alluminio, strutture della finestra di alluminio |
| Materiale | Leghe 6060, 6061, 6063, ecc. |
| carattere | T5, T6, ecc |
| Colore | Colori differenti disponibili (nero, blu, verde, champagne, bronzo, dorato, vermiglio, ecc.) |
| Trattamento di superficie | Rivestimento del mulino, rivestimento anodizzato e elettroforetico, rivestimento della polvere, rottura termica, grano di legno/legno-in-spostamento, ecc. |
| Muffa | Sulla base del vostro disegno o usare liberamente la nostra muffa |
| Tempo del campione | Pratica abituale: entro 15 giorni lavorativi contro il pagamento |
| Usi | Windows, porte, parete divisoria, pannello solare, pannello del LED, dissipatore di calore, industria, ecc. |
| Certificato | Sistema di qualità ISO9001-2008, |
Lucidatura meccanica
La lucidatura meccanica è estremamente una parte importante del procedimento, particolarmente per la crescita di 6m. L'uniformità coerente è di controllare la lucidatura meccanica, le questioni principali dei pochi produttori nell'inseguimento di basso costo, meno investimento, la singola lucidatura di alluminio manuale, con la cera di lucidatura solida, lucidante la ruota per la produzione di cotone puro, durezza è piccola, giro 30 ~ ampio 80 millimetri, diametro di ruota da 180 ~ 250 millimetri, la pressione sono controllati dal manuale.
I problemi risultanti sono:
1. La superficie è irregolare, dovuto la pressione della mano umana, sebbene la superficie della macchina sembri essere coerente dopo la lucidatura meccanica, il fenomeno di luminosità irregolare si presenta dopo l'ossidazione.
2. dovuto il controllo della pressione improprio, il fenomeno della combustione nell'area di alta pressione è causato dalla rugosità di superficie e dal punto di sesamo
3. La cera solida è difficile da pulire e facilmente inquina il carro armato triacid e se la cera solida non è abbastanza su, le sue impurità distruggeranno la superficie lucidata.
4. La velocità lineare della ruota del panno non è abbastanza, generalmente meno di 15 m/s e una forza di taglio molle della ruota del panno non è abbastanza, così è soltanto in fine lucidatura applicabile, grezza dipende dalla ruota della canapa, aumenta il costo del processo
5. La produttività è bassa.
In considerazione di tutti questi problemi, la maggior parte dei produttori usano le grandi levigatrici, la lucidatura multipla automatica, la pasta di lucidatura liquida e la larghezza 800 ~ 1000mm del gruppo della ruota. Diametro di ruota da 300 ~ 400 millimetri, questo metodo sono di alta efficienza di produzione, processo relativamente stabile, un processo può non solo giocare una molatura per rimuovere lo scopo delle linee meccaniche e può ottenere benissimo lucidante l'effetto di superficie, ma deve essere circostanze trattate rigorose.
(1) in primo luogo, il lavoro deve assicurare abbastanza forza di taglio, questa relazione alle linee meccaniche secondarie può rimuovere, i fattori d'influenza della forza di taglio compreso durezza e velocità lineare della ruota del panno della ruota del panno. È fatto comunemente del giro puro del panno di cotone, dal prodotto chimico dell'amido che elabora per raggiungere la durezza corrispondente, questo genere di ruota del panno per superficie di alluminio che lucida, in base ad altri termini quale la velocità lineare, pressione, l'influenza del dosaggio della soluzione di lucidatura, poi scelgono la durezza adeguata può accendersi e nessun linee sulla superficie del giro del panno, il giro del panno di velocità lineare è determinato dal diametro di ruota del panno e termini dell'attrezzatura, generalmente fra 20 ~ 30 m/s, un effetto di lucidatura di meno di 15 m/s non sono ovvi.
(2) il processo di lucidatura deve controllare la temperatura dell'interfaccia del pezzo in lavorazione, solitamente 115! O così, la temperatura è troppo bassa per raggiungere l'effetto della luce, la temperatura elevata produce bruciato, la temperatura dell'interfaccia è fatta di pressione e della velocità della ruota del panno fra influenza di alluminio e reciproca. In linea generale, maggior la pressione, più lenta la velocità di andata, più alta la temperatura dell'interfaccia. La pressione della ruota del panno deve essere secondo area di sezione, il gioco fra la dimensione e lo spessore da regolare alla dimensione appropriata, la velocità della levigatrice può essere controllato in 10 generali ~ 15 m/min, il limite di pressione della ruota del panno, facoltativo scelgono la pressione più bassa sono pochi, panno rotondo assicurarsi che l'interfaccia alla gamma di temperature appropriata.
(3) la scelta liquida di lucidatura per avere un'influenza importante sulla qualità di lucidatura, processo di lucidatura dovrebbe non solo avere l'effetto della molatura a grano ed avere l'effetto della luce di livellamento, la lucidatura della sabbia del quarzo e la paraffina liquida possono rispettivamente il ruolo di cui sopra, particolarmente il contenuto della sabbia del quarzo devono essere appropriate, incontrano troppa sabbia del quarzo, superficie di alluminio hanno grano abrasivo delicato, particolarmente dopo l'ossidazione acida tre, fanno il declino di qualità.
(4) la consistenza dell'effetto di lucidatura orizzontale e verticale è una qualità di lucidatura meccanica di alta qualità, eccezione fatta per la prestazione superiore della levigatrice, deve scegliere la pistola a spruzzo automatica ad alta pressione, la pistola fornita di dispositivo di pressione, può fare la pressione liquida di lucidatura del getto aumentata entro più di 25 volte, fa l'atomizzazione tempestiva, angolo dell'iniezione di 120 ∋, assicurare al liquido di lucidatura nella ruota di lucidatura ogni parte ed ogni volta l'uniforme cilindrica, inoltre fa il dosaggio liquido di lucidatura è stata ridotta ad un minimo e raggiungere solitamente il migliore effetto, pressione ordinaria della pistola a spruzzo intorno a cinque volte, lucidanti liquido è difficile completamente all'atomizzato a, è spesso uscita, causare irregolare distribuzione, lubrificazione insufficiente e rifiuti liquidi di lucidatura.
![]()
Contattici in qualunque momento

